
产品详细介绍
以下是:青海省海西市精密钢管45Mn2精密管优质货源的产品参数
导读 【融拓】业务覆盖多元场景,提供以下产品和服务:西宁高压锅炉管、海东精密合金管、海北热轧无缝钢管、黄南精密无缝钢管等。精密钢管45Mn2精密管优质货源,融拓金属材料(海西市分公司)jscl2632-78为您提供精密钢管45Mn2精密管优质货源的资讯,联系人:张经理,发货地:经济开发区东昌东路当代大厦。 青海省,海西蒙古族藏族自治州 海西蒙古族藏族自治州是青藏高原的衢地,南通西藏,北达甘肃,西出新疆,处于青甘新藏四省区交汇的中心地带,也曾是通往西域的古“丝绸之路”辅道。境内兰西拉光缆、青新光缆、青藏750千伏交直流联网线路贯穿全境,格尔木-拉萨成品油输油管线和涩宁兰输气管线分布境内,青藏铁路和国道109、315线横贯全境,并与国道215线、西部大通道及省、州道纵横贯通,是连接西藏、新疆、甘肃的战略支撑点和祖国西部腹地的交通枢纽。
准备好领略精密钢管45Mn2精密管优质货源产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
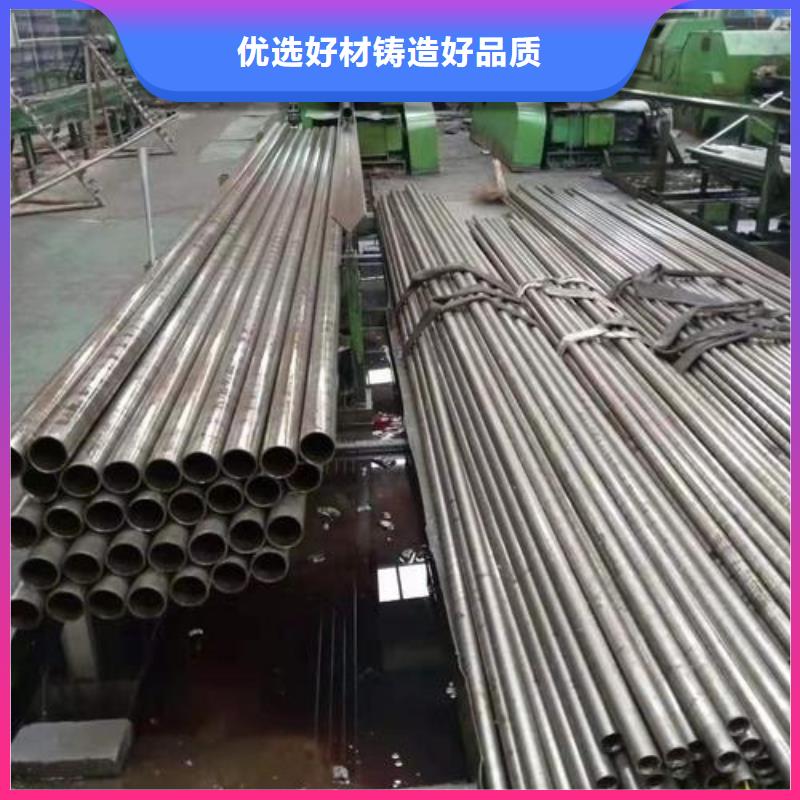
以下是:青海海西精密钢管45Mn2精密管优质货源的图文介绍



根据精轧管线能量的变化及时调节输出电压和精轧管速度。参数固定后一般不用调整精轧管间隙的控制将精轧管送入精轧管机组,经多道轧辊滚压,精轧管逐渐卷起,形成有开口间隙的圆形精轧管,调整挤压辊的压下量,使精轧管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精轧管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精轧管热量过大,造成精轧管烧损;或者精轧管经挤压、滚压后形成深坑,影响精轧管表面质量。
精轧管 的特点就是精密度高,而且不容易生锈。但是并不是说既然精轧管不容易生锈我们平常就不用管它了,直接把它放在一边就可以了。这样做就错了,因为如果精轧管平常不保养的话,它的使用寿命就会缩短,也会给我们精轧管厂带来不必要的损失。
如何对精轧管进行酸洗。对精轧管进行酸洗,在对精轧管进行酸洗时一都会用化学和电解两种方法,这两种方法可有将精轧管管道的氧化皮去除掉。之所以会将其分成两种方法进行原因是由于化学清洗只可以将表面清洁的非常彻底,对于一些细缝中就很难达到人们所想的结果了。



融拓金属材料(海西市分公司)拥有先进的设备,具有较完整的设计、开发、检测和制作 精密无缝钢管的能力。我们会根据你的实际需求为您提供使用的应用,我们用更多的创意为企业发展进行有效工作。此外,在技术层面上,我们还会考虑产品质量、、工艺、美观等因素,尽量为客户降低成本,提高广告效益。 在多年的风雨磨练下公司日渐形成先进的工作理念,管理架构与服务工作,通过增加各部门的精英人才,我们在为不断自我竞争力而努力,有着核心设计人才和专业的施工队伍,以求更完善地为每个客户服务。


精轧管的优质性主要是表现在哪些方面。精度高:外径公差:±0.03mm;内径公差:±0.02mm;厚度偏差:≤0.03mm;同心度:≤0.03mm;直线度:≤0.08mm/m。规格齐圆管、方矩管、异型管等均可依照客户产品要求承制;承制范围:外径:Φ3mm ~ Φ158mm;厚度:0.3 mm ~ 10mm。
破坏性测试扣口,压扁,扭曲,直线度,表面粗糙度等性能均在汽车行业用精轧管标准之上;并可配合客户产品设计要求承制。品质保障,外径、内径、厚度千分尺、游标卡尺、洛氏硬度器、粗糙度测量仪器等品质检验器材齐全,以“品质乃公司之血脉”为准则全力做到质检合格。
精轧管是具有很多的公差和尺寸的,只有精轧管在进行制作的过程中才会达到一个公差的一个规范操作,由于精轧管在进行制作的过程中是要进行公差的选择的,这样的话精轧管在进行设计中才会有更好地效果。精轧管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意精轧管公差的各种的条件和市场的综合的需求,这样的话精轧管在加工的时候就会保证比较好的效果。电位差计用的精轧管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的精轧管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的小壁厚0.5mm,小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的小壁厚0.9mm,小断面积110mm2。
破坏性测试扣口,压扁,扭曲,直线度,表面粗糙度等性能均在汽车行业用精轧管标准之上;并可配合客户产品设计要求承制。品质保障,外径、内径、厚度千分尺、游标卡尺、洛氏硬度器、粗糙度测量仪器等品质检验器材齐全,以“品质乃公司之血脉”为准则全力做到质检合格。
精轧管是具有很多的公差和尺寸的,只有精轧管在进行制作的过程中才会达到一个公差的一个规范操作,由于精轧管在进行制作的过程中是要进行公差的选择的,这样的话精轧管在进行设计中才会有更好地效果。精轧管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意精轧管公差的各种的条件和市场的综合的需求,这样的话精轧管在加工的时候就会保证比较好的效果。电位差计用的精轧管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的精轧管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的小壁厚0.5mm,小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的小壁厚0.9mm,小断面积110mm2。



穿孔机和轧管机钢管旋转方向的研究:绝大多数机组的布置中,穿孔机和轧管机都采用与轧制荒管同向旋转的工艺设计,钢管管体和内外表面质量良好。但在20#精轧管机组出现过一种情况:精轧管机轧制荒管的旋转方向与穿孔钢管旋转方向相反的工艺和布置,其轧制钢管质量良好,对此现象,还需进一步研究分析。锥形辊穿孔机的选型:锥形辊穿孔机的轧辊有立式布置和卧式布置之分,使用中两种方式都存在。但是,立式布置,下轧辊轴承等部件工作条件较卧式布置恶劣,水、氧化铁皮侵蚀性大;下轧辊的磨损较上轧辊大,立式设备基础较卧式布置深,匹配的行车位置高,但卧式布置更容易更换导盘、导板。对于研发人员,机型的设计是今后研究的一个要点。
精密无缝钢管一般常用布氏、洛氏、维氏三种硬度指标来衡量其硬度。在精密无缝钢管标准中,布氏硬度用途广,往往以压痕直径来表示该材料的硬度,既直观,又方便。但是对于较硬的或较薄的钢材的钢管不适用。精密无缝钢管洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。洛氏硬度试验是目前应用很广的方法,其中HRC在钢管标准中使用仅次于布氏硬度HB。洛氏硬度可适用于测定由极软到极硬的金属材料,它弥补了布氏法的不是,较布氏法简便,可直接从硬度机的表盘读出硬度值。但是,由于其压痕小,故硬度值不如布氏法准确。精密无缝钢管维氏硬度试验也是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。它具有布氏、洛氏法的主要优点,而克服了它们的基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少用。
精密无缝钢管一般常用布氏、洛氏、维氏三种硬度指标来衡量其硬度。在精密无缝钢管标准中,布氏硬度用途广,往往以压痕直径来表示该材料的硬度,既直观,又方便。但是对于较硬的或较薄的钢材的钢管不适用。精密无缝钢管洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。洛氏硬度试验是目前应用很广的方法,其中HRC在钢管标准中使用仅次于布氏硬度HB。洛氏硬度可适用于测定由极软到极硬的金属材料,它弥补了布氏法的不是,较布氏法简便,可直接从硬度机的表盘读出硬度值。但是,由于其压痕小,故硬度值不如布氏法准确。精密无缝钢管维氏硬度试验也是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。它具有布氏、洛氏法的主要优点,而克服了它们的基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少用。
总结 选购精密钢管45Mn2精密管优质货源来青海省海西市找融拓金属材料(海西市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理,地址:[经济开发区东昌东路当代大厦]。